

Esta es una pregunta habitual cuando aparecen rechazos por contaminación, desvíos en vida útil o reclamos de calidad en productos que deberían mantenerse estables a temperatura ambiente. En planta, el problema no suele estar en una sola etapa; aparece cuando tratamiento térmico, esterilización de envases, ambiente de llenado y rutina de higiene no trabajan como un sistema.
En este artículo te contamos qué implica realmente el envasado aséptico, cómo funciona paso a paso, qué significa operar en forma no aséptica y qué impacto tiene en inocuidad, costos operativos y continuidad productiva. También aterrizamos el rol de la limpieza y desinfección con foco en decisiones técnicas aplicables en líneas reales.
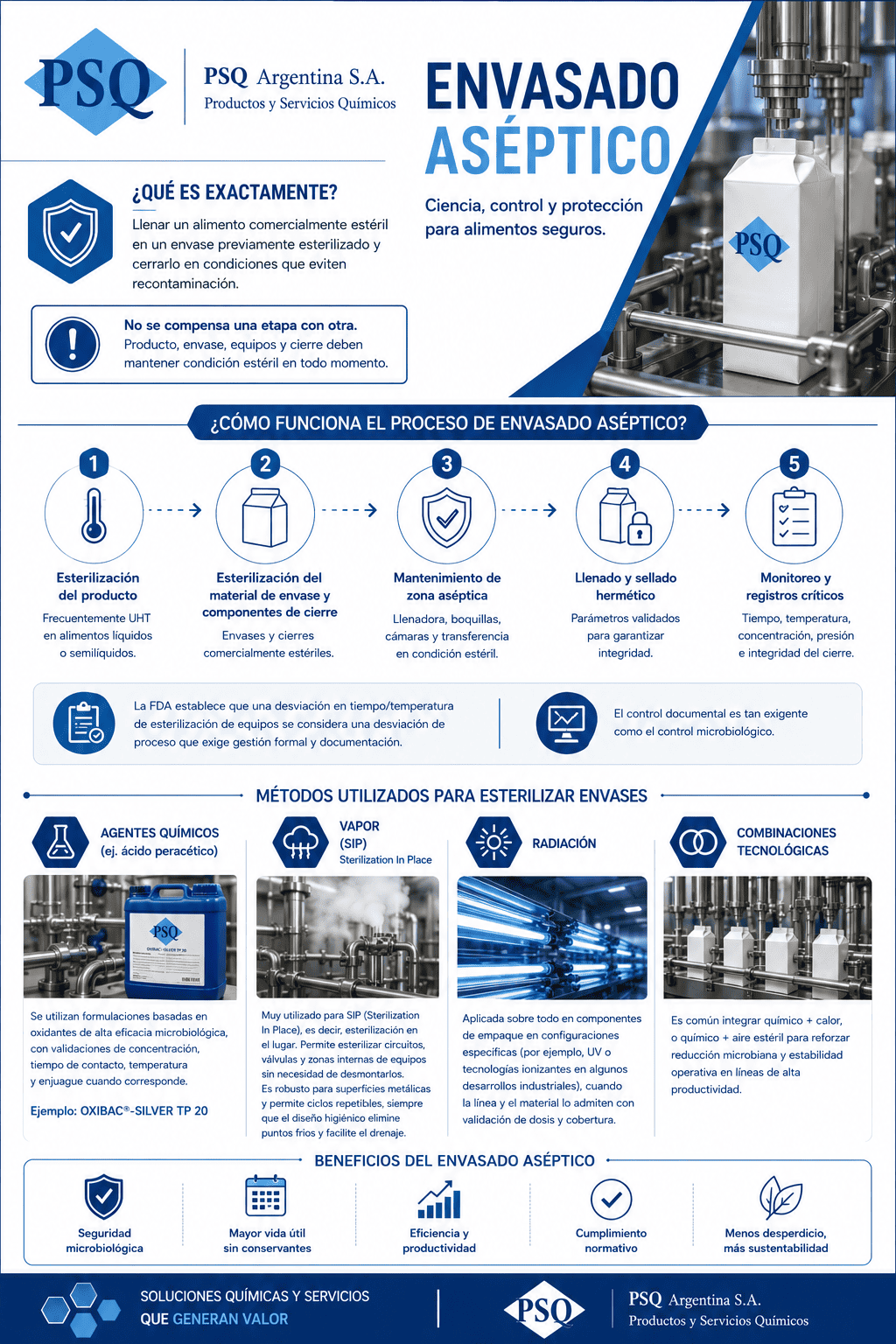
¿Envasado aséptico qué es exactamente?
En términos técnicos, el envasado aséptico consiste en llenar un alimento comercialmente estéril en un envase previamente esterilizado y cerrarlo en condiciones que eviten recontaminación.
La clave está en que no se “compensa” una etapa con otra. Si el producto sale bien esterilizado, pero el envase, el cabezal de llenado o el cierre no mantienen condición estéril, el riesgo microbiológico vuelve a entrar al proceso. Por eso, la autoridad sanitaria también define “esterilidad comercial” para equipos y contenedores como un estado logrado por calor, esterilizantes químicos u otros tratamientos apropiados.
¿Cómo funciona el proceso de envasado aséptico?
Aunque cada línea tiene sus particularidades, la secuencia técnica es bastante consistente en la industria:
- Esterilización del producto (frecuentemente UHT en envases para alimentos líquidos o semilíquidos).
- Esterilización del material de envase y componentes de cierre.
- Mantenimiento de zona aséptica en llenadora, boquillas, cámaras y transferencia.
- Llenado y sellado hermético con parámetros validados.
- Monitoreo y registros críticos (tiempo, temperatura, concentración, presión, integridad del cierre).
Métodos utilizados para esterilizar envases
La selección depende del material del envase, la velocidad de línea, el producto, la compatibilidad química y los límites de residuos. No obstante, por lo general se emplean:
- Agentes químicos (ej. ácido peracético): Se utilizan formulaciones basadas en oxidantes de alta eficacia microbiológica, con validaciones de concentración, tiempo de contacto, temperatura y enjuague cuando corresponde. Específicamente para sistemas asépticos de alimentos, existen referencias de uso en rangos de peroxiacético/peróxido para desempeño esterilizante en condiciones definidas.
- Vapor: Muy utilizado para SIP de circuitos, válvulas y zonas internas de equipos. Es robusto para superficies metálicas y permite ciclos repetibles, siempre que el diseño higiénico elimine puntos fríos y facilite el drenaje.
- Radiación: Aplicada sobre todo en componentes de empaque en configuraciones específicas (por ejemplo, UV o tecnologías ionizantes en algunos desarrollos industriales), cuando la línea y el material lo admiten con validación de dosis y cobertura.
- Combinaciones tecnológicas: Es común integrar químico + calor, o químico + aire estéril, para reforzar reducción microbiana y estabilidad operativa en líneas de alta productividad.

¿Qué significa cuando el envasado es de forma no aséptica?
Cuando el envasado es de forma no aséptica, el producto puede haber recibido un tratamiento térmico, pero se llena o cierra sin garantizar condición estéril integral en envase, ambiente y equipo. En la práctica, esto limita la vida útil, obliga a cadena de frío o aumenta el riesgo de deterioro prematuro.
No es automáticamente un proceso “incorrecto”: hay categorías de producto que trabajan bajo esquemas no asépticos y funcionan bien con refrigeración, pH, actividad de agua y rotación logística controlada. El problema aparece cuando se pretende desempeño de producto aséptico con una disciplina operativa no aséptica. Esto da lugar a:
Riesgos del envasado no aséptico
- Mayor probabilidad de recontaminación posproceso, incluso con producto térmicamente tratado.
- Variabilidad entre lotes en vida útil real y calidad sensorial.
- Incremento de mermas y devoluciones por hinchado, fermentación o defectos microbiológicos.
- Dependencia más alta de cadena de frío y menor flexibilidad logística.
- Exposición regulatoria y reputacional frente a incidentes de inocuidad.
Como contexto de impacto sanitario, la OMS estima que cada año alrededor de 600 millones de personas enferman por alimentos contaminados y 420.000 fallecen. Aunque esa cifra no se atribuye solo al envasado, deja claro el peso operativo de controlar la contaminación en toda la cadena.
Ventajas del envasado aséptico en la industria alimentaria
Cuando el sistema está bien diseñado y validado, el envasado aséptico aporta beneficios concretos para operaciones B2B:
- Mayor estabilidad microbiológica y comercial sin depender exclusivamente del frío.
- Vida útil más extensa en categorías compatibles, lo que mejora planificación de producción y distribución.
- Reducción de conservantes en ciertos desarrollos, manteniendo seguridad e integridad del producto.
- Menor tasa de rechazos por contaminación de empaque cuando se sostienen parámetros de proceso.
- Mejor previsibilidad de costos por menor variación de calidad entre lotes.
En la limpieza en la industria láctea y derivados, los códigos higiénicos internacionales vinculan de forma directa UHT y llenado aséptico para alcanzar productos comercialmente estables cuando el proceso está correctamente definido y verificado.
El rol de la limpieza y desinfección en el éxito del proceso
En envasado aséptico, limpiar y desinfectar no es una rutina de soporte: es parte estructural del proceso. Si hay biopelícula, residuos minerales, trazas orgánicas o desvíos de concentración en sanitizantes, la esterilización posterior pierde robustez.
A nivel de gestión de planta, conviene trabajar con cuatro criterios:
- Estandarización de procedimientos CIP/SIP y sanitización de llenado.
- Validación de concentración, tiempo de contacto, temperatura y compatibilidad con materiales.
- Verificación objetiva con hisopados, ATP, tendencias microbiológicas y revisión de desvíos.
- Integración entre Producción, Calidad y Mantenimiento, evitando decisiones aisladas.
En ese marco, soluciones oxidantes para desinfección técnica, como formulaciones basadas en ácido peracético, se utilizan de forma extendida en higiene industrial alimentaria por su espectro de acción y su adecuación a protocolos validados. Según diseño de proceso y compatibilidad de línea, productos como Oxibac Silver TP 20 pueden integrarse en estrategias de sanitización orientadas a sostener condiciones higiénicas exigentes en equipos y superficies de contacto indirecto o directo, siempre bajo criterio técnico y validación interna de planta.
Si trabajas en la industria alimenticia, ya sabes que en las operaciones, la discusión útil no es “aséptico sí o no”, sino qué nivel de control necesita cada categoría para cumplir inocuidad, estabilidad y eficiencia productiva sin sobrecostos ocultos.
¿Estás revisando desempeño microbiológico, vida útil o consistencia entre lotes? Entonces vale la pena evaluar el esquema completo de proceso e higiene de la mano de un proveedor confiable y certificado como PSQ Argentina. ¡Descubre nuestros productos y elige las mejores soluciones para tu industria!





